
扫一扫
加微信
如何保养抛光机
发布时间:2023-08-19 11:07:22 人气:0 来源:未知来源
一、核心保养要点
-
速度精准控制
-
黄金转速区间:
材料类型 粗抛转速 (rpm) 精抛转速 (rpm) 不锈钢 1200-1800 800-1200 铝合金 1000-1500 600-1000 光学玻璃 500-800 300-500 -
操作提示:
-
通过变频器逐步加速(0→全速时间≥15秒)
-
镜面抛光时建议采用"低速高精"模式
-
-
-
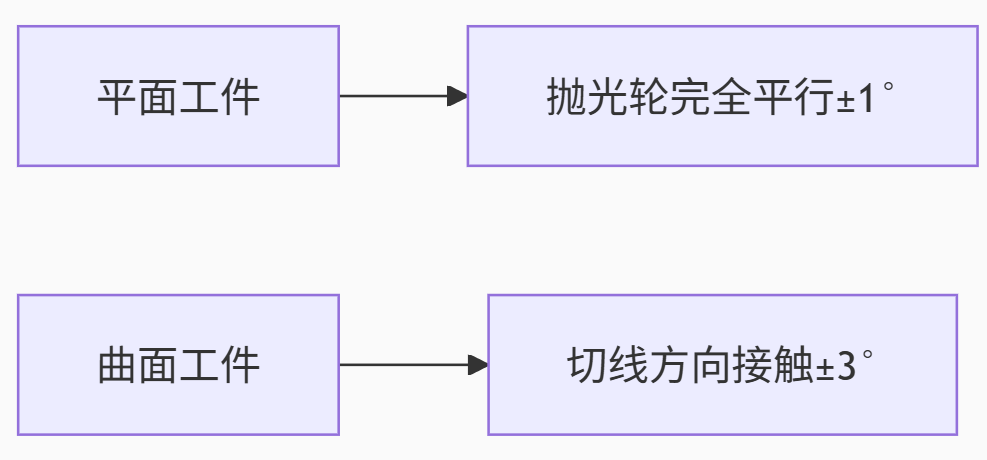
角度标准化操作
-
最佳角度控制:
-
错误操作后果:
-
角度>5°→抛光轮偏磨(寿命降低40%)
-
角度偏差→表面波纹度增加(Ra值上升30%)
-
-
二、三级保养体系
| 保养等级 | 执行频率 | 核心内容 | 检测工具 |
|---|---|---|---|
| 日常保养 | 每班次后 | 1. 清除抛光残渣 2. 检查皮带松紧度 3. 润滑导轨 |
白手套/张力计 |
| 周保养 | 每周1次 | 1. 轴承注油(锂基脂) 2. 电机碳刷检查 3. 防护罩完整性 |
振动检测仪 |
| 深度保养 | 每500h | 1. 主轴动平衡校正 2. 控制系统绝缘测试 3. 液压系统换油 |
激光对中仪/兆欧表 |
三、关键部件寿命管理
-
耗材更换标准:
-
抛光轮:厚度<原厚度1/3或出现径向裂纹
-
碳刷:长度<原长度1/2(每200h检测)
-
传动皮带:出现>3条横向裂纹立即更换
-
-
精度保持措施:
-
每月用百分表检测主轴径向跳动(≤0.01mm)
-
每季度用水平仪校准工作台(≤0.02mm/m)
-
四、故障预警与处理
| 异常现象 | 可能原因 | 解决方案 |
|---|---|---|
| 抛光纹路不均 | 1. 磨料堵塞 2. 压力失衡 |
1. 清洁抛光轮 2. 校准气压系统 |
| 设备异常振动 | 1. 动平衡失效 2. 地脚螺栓松动 |
1. 做动平衡校正 2. 扭矩扳手紧固(45N·m) |
| 表面灼烧伤痕 | 1. 转速过高 2. 冷却不足 |
1. 调整至推荐转速 2. 增加切削液流量 |
特别提示:
-
抛光轮存储需避光防潮(湿度<60%RH)
-
设备停用超过72小时需释放液压压力
-
每2000h建议返厂做激光校准
规范保养可使设备寿命延长3-5年,维护成本降低40%。建议建立《设备健康档案》记录每次保养数据。
技术咨询:86-0551-65571688(24小时工程师支持)






 QQ客服
QQ客服